│¼Š½├▄╝ė╣ż╝╝ągĄ─░lš╣Ūķør║═░lš╣┌ģä▌Ą─į§├┤śėĄ─Ż┐ |
| ░l▓╝š▀Ż║└ź╔Į└LųŪįņŠ½╣żÖCąĄėąŽ▐╣½╦Š ░l▓╝ĢrķgŻ║2018/9/10 13:12:15 ³cō¶┤╬öĄŻ║ |
ūįÅ─ųąć°īóĪ░čbéõųŲįņśIĪ▒┴ą×ķć°╝ę░lš╣æ┬į║¾Ż¼ųąć°Ą─čbéõųŲįņśI╚ĪĄ├┴╦═╗’w├═▀MĄ─░lš╣Ż¼║▄ČÓ┤¾ą═čbéõĄ─ųŲįņ─▄┴”Č╝ęčĮø▄SŠė╩└ĮńŽ╚▀M╦«ŲĮŻ¼╔§ų┴│╔×ķ╩└ĮńĄ─Ēö╝ē╦«ŲĮŻ¼Ą½ųąć°ųŲįņśI┐é¾w▀Ć╩Ū┬õ║¾Ą─Ż¼Ųõ┬õ║¾Š═į┌ė┌Š½├▄ųŲįņĄ─┬õ║¾ĪŻ │¼Š½├▄╝ė╣ż╝╝ąg╩Ū¼F┤·Ė▀╝╝ągæĀÄĄ─ųžę¬ų¦ō╬╝╝ągŻ¼╩Ū¼F┤·Ė▀┐Ų╝╝«aśI║═┐ŲīW╝╝ągĄ─░lš╣╗∙ĄAŻ¼╩Ū¼F┤·ųŲįņ┐ŲīWĄ─░lš╣ĘĮŽ“ĪŻ
¼F┤·┐ŲīW╝╝ągĄ─░lš╣ęįįć“××ķ╗∙ĄAŻ¼╦∙ąĶįć“×āxŲ„║═įOéõÄū║§¤oę╗▓╗ąĶę¬│¼Š½├▄╝ė╣ż╝╝ągĄ─ų¦ō╬ĪŻė╔║Ļė^ųŲįņ▀M╚ļ╬óė^ųŲįņ╩Ū╬┤üĒųŲįņśI░lš╣┌ģä▌ų«ę╗Ż¼«öŪ░│¼Š½├▄╝ė╣żęč▀M╚ļ╝{├ū│▀Č╚Ż¼╝{├ūųŲįņ╩Ū│¼Š½├▄╝ė╣żŪ░螥─šnŅ}ĪŻ╩└Įń░l▀_ć°╝ęŠ∙ėĶęįĖ▀Č╚ųžęĢĪŻ │¼Š½├▄╝ė╣żĄ─░lš╣ļAČ╬ ─┐Ū░Ą─│¼Š½├▄╝ė╣żŻ¼ęį▓╗Ė─ūā╣ż╝■▓─┴Ž╬’└Ē╠žąį×ķŪ░╠߯¼ęį½@Ą├śOŽ▐Ą─ą╬ĀŅŠ½Č╚Īó│▀┤ńŠ½Č╚Īó▒Ē├µ┤ų ▓┌Č╚Īó▒Ē├µ═Ļš¹ąį(¤o╗“śO╔┘Ą─▒Ē├µōpé¹Ż¼░³└©╬ó┴č ╝yĄ╚╚▒Ž▌ĪóÜłėÓæ¬┴”ĪóĮM┐Śūā╗»)×ķ─┐ś╦ĪŻ │¼Š½├▄╝ė╣żĄ─蹊┐ā╚╚▌Ż¼╝┤ė░Ēæ│¼Š½├▄╝ė╣żŠ½Č╚Ą─Ė„ĘNę“╦ž░³└©Ż║│¼Š½├▄╝ė╣żÖC└ĒĪó▒╗╝ė╣ż▓─┴ŽĪó│¼Š½├▄╝ė╣żįOéõĪó│¼Š½├▄╝ė╣ż╣żŠ▀Īó│¼Š½├▄╝ė╣żŖAŠ▀Īó│¼Š½├▄╝ė╣żĄ─Öz£y┼cš`▓ŅčaāöĪó│¼Š½├▄╝ė╣żŁhŠ│(░³└©║Ń£žĪóĖ¶š±ĪóØŹā¶┐žųŲĄ╚)║═│¼Š½├▄╝ė╣ż╣ż╦ćĄ╚ĪŻę╗ų▒ęįüĒŻ¼ć°ā╚═ŌīWš▀ć·└@▀@ą®ā╚╚▌š╣ķ_┴╦ŽĄĮyĄ─蹊┐ĪŻ│¼Š½├▄╝ė╣żĄ─░lš╣ĮøÜv┴╦╚ńŽ┬╚²éĆļAČ╬ĪŻ 1Ż®20╩└╝o50─Ļ┤·ų┴80─Ļ┤·Ż¼├└ć°┬╩Ž╚░lš╣┴╦ęįå╬³cĮäé╩»ŪąŽ„×ķ┤·▒ĒĄ─│¼Š½├▄╝ė╣ż╝╝ągŻ¼ė├ė┌║Į╠ņĪóć°Ę└Īó╠ņ╬─Ą╚ŅIė“╝ż╣Ō║╦Š█ūāĘ┤╔õńRĪóŪ“├µĪóĘŪŪ“├µ┤¾ą═┴Ń╝■Ą─╝ė╣żĪŻ 2Ż®20╩└╝o80─Ļ┤·ų┴90─Ļ┤·Ż¼▀M╚ļ├±ķg╣żśIĄ─æ¬ė├│§Ų┌ĪŻ├└ć°Ą──”Ā¢╣½╦ŠĪóŲš╚╠®┐╦╣½╦ŠŻ¼╚š▒ŠĄ─¢|ųź║═╚š┴óŻ¼ęį╝░ÜWų▐Ą─┐╦╠mĘŲĀ¢Ą┬Ą╚╣½╦Šį┌š■Ė«Ą─ų¦│ųŽ┬Ż¼īó│¼Š½├▄╝ė╣żįOéõĄ─╔╠ŲĘ╗»Ż¼ķ_╩╝ė├ė┌├±ė├Š½├▄╣ŌīWńRŅ^Ą─ųŲįņĪŻå╬│¼Š½├▄╝ė╣żįOéõę└╚╗ŽĪ╔┘Č°░║┘FŻ¼ų„ę¬ęįīŻė├ÖCĄ─ą╬╩ĮėåųŲĪŻį┌▀@ę╗ĢrŲ┌▀Ć│÷¼F┴╦┐╔╝ė╣żė▓┘|Įī┘║═ė▓┤Ó▓─┴ŽĄ─│¼Š½├▄Įäé╩»─źŽ„╝╝ąg╝░─ź┤▓Ż¼Ą½Ųõ╝ė╣żą¦┬╩¤oĘ©║═Įäé╩»▄ć┤▓ŽÓ▒╚ĪŻ 3Ż®20╩└╝o90─Ļ┤·║¾Ż¼├±ė├│¼Š½├▄╝ė╣ż╝╝ągųØu│╔╩ņĪŻį┌Ų¹▄ćĪó─▄į┤Īóßt»¤Ų„▓─Īóą┼ŽóĪó╣ŌļŖ║══©ą┼Ą╚«aśIĄ─═ŲäėŽ┬Ż¼│¼Š½├▄╝ė╣ż╝╝ągÅVĘ║æ¬ė├ė┌ĘŪŪ“├µ╣ŌīWńRŲ¼Īó│¼Š½├▄─ŻŠ▀Īó┤┼▒P“īäėŲ„┤┼Ņ^Īó┤┼▒P╗∙░ÕĪó░ļī¦¾w╗∙Ų¼Ą╚┴Ń╝■Ą─╝ė╣żĪŻļSų°│¼Š½├▄╝ė╣żįOéõĄ─ŽÓĻP╝╝ągŻ¼└²╚ńŠ½├▄ų„▌S▓┐╝■ĪóØLäėī¦▄ēĪóņoē║ī¦▄ēĪó╬ó┴┐▀MĮo“īäėčbų├ĪóŠ½├▄öĄ┐žŽĄĮyĪó╝ż╣ŌŠ½├▄Öz£yŽĄĮyĄ╚ųØu│╔╩ņŻ¼│¼Š½├▄╝ė╣żįOéõ│╔×ķ╣żśIĮń│ŻęŖĄ─╔·«aįOéõĪŻ┤╦═ŌŻ¼įOéõŠ½Č╚ę▓ųØuĮėĮ³╝{├ū╝ē╦«ŲĮĪó┐╔╝ė╣ż╣ż╝■Ą─│▀┤ńĘČć·ę▓ūāĄ├Ė³┤¾Ż¼æ¬ė├įĮüĒįĮÅVĘ║ĪŻļSų°öĄ┐ž╝╝ągĄ─░lš╣Ż¼▀Ć│÷¼F┴╦│¼Š½├▄╬Õ▌SŃŖŽ„║═’wŪą╝╝ągĪŻęčĮø┐╔ęį╝ė╣żĘŪ▌Sī”ĘQĘŪŪ“├µĄ╚Å═ļs┴Ń╝■ĪŻ ć°═Ō│¼Š½├▄╝ė╣żĄ─░lš╣Ūķør │¼Š½├▄╝ė╣ż╝╝ągį┌ć°ļH╔Ž╠Äė┌ŅIŽ╚Ąž╬╗Ą─ć°╝ęėą├└ć°Īóėóć°║═╚š▒ŠĪŻ▀@ą®ć°╝ęĄ─│¼Š½├▄╝ė╣ż╝╝ąg▓╗āH┐é¾w│╔╠ū╦«ŲĮĖ▀Ż¼Č°Ūę╔╠ŲĘ╗»Ą─│╠Č╚ę▓ĘŪ│ŻĖ▀ĪŻ ├└ć°50─Ļ┤·╬┤░lš╣┴╦Įäé╩»ĄČŠ▀Ą─│¼Š½├▄ŪąŽ„╝╝ągŻ¼ĘQ×ķĪ░SPDT╝╝ągĪ▒Ż©Single Point Dia-mond TurningŻ®╗“Ī░╬óėó┤ń╝╝ągĪ▒Ż©1╬óėó┤ńŻĮ0.025”╠mŻ®Ż¼▓ó░lš╣┴╦ŽÓæ¬Ą─┐šÜŌ▌S│ąų„▌SĄ─│¼Š½├▄ÖC┤▓Ż¼ė├ė┌╝ė╣ż╝ż╣Ō║╦Š█ūāĘ┤╔õńRĪóæągī¦ÅŚ╝░▌d╚╦’w┤¼ė├Ū“├µĪóĘŪŪ“├µ┤¾ą═┴Ń╝■Ą╚ĪŻ
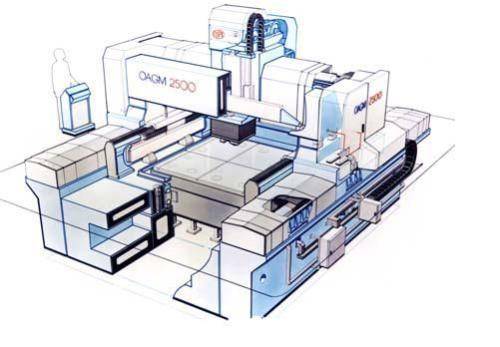
Įäé╩»ĄČŠ▀Ą─│¼Š½├▄ŪąŽ„╝ė╣ż į┌┤¾ą═│¼Š½├▄ÖC┤▓ĘĮ├µŻ¼├└ć°Ą─LLLć°╝ęīŹ“×╩ęė┌1986─ĻčąųŲ│╔╣”ā╔┼_┤¾ą═│¼Š½Įäé╩»▄ć┤▓Ż║ę╗┼_×ķ╝ė╣żų▒ÅĮ2.1mĄ─┼P╩ĮDTM-3Įäé╩»▄ć┤▓Ż¼┴Ēę╗┼_×ķ╝ė╣żų▒ÅĮ1.65mĄ─LODTM┴ó╩Į┤¾ą═╣ŌīWĮäé╩»▄ć┤▓ĪŻŲõųąŻ¼LODTM┴ó╩Į┤¾ą═╣ŌīWĮäé╩»▄ć┤▓▒╗╣½šJ×ķ╩└Įń╔ŽŠ½Č╚ūŅĖ▀Ą─│¼Š½├▄ÖC┤▓ĪŻ├└ć°║¾üĒėųčąųŲ│÷┤¾ą═6▌SöĄ┐žŠ½├▄čą─źÖCŻ¼ė├ė┌┤¾ą═╣ŌīWĘ┤╔õńRĄ─Š½├▄čą─ź╝ė╣żĪŻ ėóć°┐╦╠mĘŲĀ¢Ą┬╝╝ągīWį║╦∙ī┘Ą─┐╦╠mĘŲĀ¢Ą┬Š½├▄╣ż│╠蹊┐╦∙Ż©║åĘQCUPEŻ®╩Ūėóć°│¼Š½├▄╝ė╣ż╝╝ąg╦«ŲĮĄ─¬Ü╠ž┤·▒ĒĪŻ╚ńCUPE╔·«aĄ─NanocentreŻ©╝{├ū╝ė╣żųąą─Ż®╝╚┐╔▀Mąą│¼Š½├▄▄掄Ż¼ėųĦėą─źŅ^Ż¼ę▓┐╔▀Mąą│¼Š½├▄─źŽ„Ż¼╝ė╣ż╣ż╝■Ą─ą╬ĀŅŠ½Č╚┐╔▀_0.1”╠mŻ¼▒Ē├µ┤ų▓┌Č╚Ra<10 nmĪŻ CranfieldŠ½├▄╝ė╣żųąą─ė┌1991─ĻčąųŲ│╔╣”OAGM-2500ČÓ╣”─▄╚²ū°ś╦┬ōäėöĄ┐ž─ź┤▓Ż©╣żū„┼_├µĘe2500mmĪ┴2500mmŻ®Ż¼┐╔╝ė╣żŻ©─źŽ„Īó▄掄Ż®║═£y┴┐Š½├▄ūįė╔Ū·├µĪŻįōÖC┤▓▓╔ė├╝ė╣ż╝■Ų┤║ŽĘĮĘ©Ż¼▀Ć┐╔╝ė╣ż│÷╠ņ╬─═¹▀hńRųąų▒ÅĮ7.5mĄ─┤¾ą═Ę┤╔õńRĪŻ
OAGM-2500┤¾ą═cnc│¼Š½├▄─ź┤▓ ╚š▒Šī”│¼Š½├▄╝ė╣ż╝╝ągĄ─蹊┐ŽÓī”ė┌├└ĪóėóüĒšfŲ▓Į▌^═ĒŻ¼Ą½╩Ū«öĮ±╩└Įń╔Ž│¼Š½├▄╝ė╣ż╝╝ąg░lš╣ūŅ┐ņĄ─ć°╝ęĪŻ ╬ęć°│¼Š½├▄╝ė╣żĄ─░lš╣Ūķør į┌▀^╚źŽÓ«öķLę╗Č╬ĢrŲ┌Ż¼ė╔ė┌╩▄ĄĮ╬„ĘĮć°╝ęĄ─Į¹▀\Ž▐ųŲŻ¼╬ęć°▀M┐┌ć°═Ō│¼Š½├▄ÖC┤▓ć└ųž╩▄Ž▐ĪŻĄ½«ö1998─Ļ╬ęć°ūį╝║Ą─öĄ┐ž│¼Š½├▄ÖC┤▓čąųŲ│╔╣”║¾Ż¼╬„ĘĮć°╝ę±R╔Žī”╬ęć°ķ_Į¹Ż¼╬ęć°¼Fį┌ęčĮø▀M┐┌┴╦ČÓ┼_│¼Š½├▄ÖC┤▓ĪŻ ╬ęć°▒▒Š®ÖC┤▓蹊┐╦∙Īó║Į┐šŠ½├▄ÖCąĄčąŠ┐╦∙Ż©║Į┐š303Ż®Īó╣■Ā¢×I╣żśI┤¾īWĪóć°Ę└┐Ų╝╝┤¾īWĄ╚å╬╬╗¼Fį┌ęč─▄╔·«a╚¶Ė╔ĘN│¼Š½├▄öĄ┐žĮäé╩»ÖC┤▓ĪŻ ▒▒Š®ÖC┤▓蹊┐╦∙╩Ūć°ā╚▀Mąą│¼Š½├▄╝ė╣ż╝╝ąg蹊┐Ą─ų„ę¬å╬╬╗ų«ę╗Ż¼čąųŲ│÷┴╦ČÓĘN▓╗═¼ŅÉą═Ą─│¼Š½├▄ÖC┤▓Īó▓┐╝■║═ŽÓĻPĄ─Ė▀Š½Č╚£yįćāxŲ„Ą╚Ż¼╚ńŠ½Č╚▀_0.025”╠mĄ─Š½├▄▌S│ąĪóJCSĪ¬027│¼Š½├▄▄ć┤▓ĪóJCSĪ¬031│¼Š½├▄ŃŖ┤▓ĪóJCSĪ¬035│¼Š½├▄▄ć┤▓Īó│¼Š½├▄▄ć┤▓öĄ┐žŽĄĮyĪóÅ═ėĪÖCĖą╣Ō╣─╝ė╣żÖC┤▓Īó╝t═Ō┤¾╣”┬╩╝ż╣ŌĘ┤╔õńRĪó│¼Š½├▄š±äėŻŁ╬╗ęŲ£y╬óāxĄ╚Ż¼▀_ĄĮ┴╦ć°ā╚ŅIŽ╚Īóć°ļHŽ╚▀M╦«ŲĮĪŻ NAM-800 ą═╝{├ūöĄ┐ž▄ć┤▓╩Ū▒▒Š®ÖC┤▓蹊┐╦∙ūŅą┬ę╗┤·Ą─╝{├ū╝ē╝ė╣żÖC┤▓ĪŻ╦³╩Ū«öĮ±öĄ┐ž╝╝ągĪó╦┼Ę■╝╝ągĪóÖCąĄųŲįņ╝╝ąg═Ļ├└Ą─Įyę╗ĪŻįōÖC┤▓×ķ╬ęć°ūŅŪ░螥─┐Ų╝╝░lš╣╠ß╣®┴╦┴╝║├Ą─╝ė╣ż╩ųČ╬ĪŻ
NAM-800 ą═╝{├ūöĄ┐ž▄ć┤▓ ║Į┐š║Į╠ņ╣żśI▓┐303 ╦∙į┌│¼Š½├▄ų„▌SĪó╗©ŹÅÄrū°ś╦£y┴┐ÖCĄ╚ĘĮ├µ▀Mąą┴╦╔Ņ╚ļ蹊┐╝░«aŲĘ╔·«aĪŻ ╣■Ā¢×I╣żśI┤¾īWį┌Įäé╩»│¼Š½├▄ŪąŽ„ĪóĮäé╩»ĄČŠ▀Š¦¾wČ©Ž“║═╚ą─źĪóĮäé╩»╬óĘ█╔░▌åļŖĮŌį┌ŠĆą▐š¹╝╝ągĄ╚ĘĮ├µ▀Mąą┴╦ū┐ėą│╔ą¦Ą─蹊┐ĪŻ ŪÕ╚A┤¾īWį┌╝»│╔ļŖ┬Ę│¼Š½├▄╝ė╣żįOéõĪó┤┼▒P╝ė╣ż╝░Öz£yįOéõĪó╬ó╬╗ęŲ╣żū„┼_Īó│¼Š½├▄╔░Ħ─źŽ„║═čąÆüĪóĮäé╩»╬óĘ█╔░▌å│¼Š½├▄─źŽ„ĪóĘŪłAĮž├µ│¼Š½├▄ŪąŽ„Ą╚ĘĮ├µ▀Mąą┴╦╔Ņ╚ļ蹊┐Ż¼▓óėąŽÓ欫aŲĘå¢╩└ĪŻ ┤╦═ŌŻ¼ ųą┐Ųį║ķL┤║╣ŌīWŠ½├▄ÖCąĄ┼c╬’└Ē蹊┐╦∙Īó╚Aųą└Ē╣ż┤¾īWĪó╔“Ļ¢Ą┌ę╗ÖC┤▓ÅSĪó│╔Č╝╣żŠ▀蹊┐╦∙Īóć°Ę└┐Ų╝╝┤¾īWĄ╚Č╝▀Mąą┴╦▀@ę╗ŅIė“Ą─蹊┐Ż¼ │╔┐ā’@ų°ĪŻ Ą½┐éĄ─üĒšfŻ¼ ╬ęć°į┌│¼Š½├▄╝ė╣żÖC┤▓Ą─ą¦┬╩ĪóŠ½Č╚Īó┐╔┐┐ąįŻ¼ ╠žäe╩ŪęÄĖ±Ż©┤¾│▀┤ńŻ® ║═╝╝ąg┼õ╠ūąįĘĮ├µ┼cć°═ŌŽÓ▒╚Ż¼ ┼c╔·«aīŹļHę¬Ū¾ŽÓ▒╚Ż¼ ▀ĆėąŽÓ«ö┤¾Ą─▓ŅŠÓĪŻ ┴Ē═ŌŻ¼Å═ļsŪ·├µĄ─Š½├▄╝ė╣żę▓ę╗ų▒╩Ū╬ęć°ųŲįņśI░lš╣Ą─▒┌ēŠŻ¼Č°ųŲįņśIĄ─░lš╣ĻPŽĄų°ć°╝ęĮøØ·Ą─ķL▀h░lš╣å¢Ņ}Ż¼╚įąĶ═Č╚ļ┤¾┴┐Ą─蹊┐ĪŻ Š½├▄╝ė╣żĄ─░lš╣┌ģä▌ 1ĪóĖ▀Š½Č╚ĪóĖ▀ą¦┬╩ĪŻ Ė▀Š½Č╚┼cĖ▀ą¦┬╩╩Ū│¼Š½├▄╝ė╣żė└║ŃĄ─ų„Ņ}ĪŻ┐éĄ─üĒšfŻ¼╣╠ų°─ź┴Ż╝ė╣ż▓╗öÓūĘŪ¾ų°ė╬ļx─ź┴ŻĄ─╝ė╣żŠ½Č╚Ż¼Č°ė╬ļx─ź┴Ż╝ė╣ż▓╗öÓūĘŪ¾Ą─╩Ū╣╠ų°─ź┴Ż╝ė╣żĄ─ą¦┬╩ĪŻ«öŪ░│¼Š½├▄╝ė╝╝ąg╚ńCMPĪóEEMĄ╚ļm─▄½@Ą├śOĖ▀Ą─▒Ē├µ┘|┴┐║═▒Ē├µ═Ļš¹ąįŻ¼Ą½ęįĀ▐╔³╝ė╣żą¦┬╩×ķ▒ŻūCĪŻ│¼Š½├▄ŪąŽ„Īó─źŽ„╝╝ągļm╚╗╝ė╣żą¦┬╩Ė▀Ż¼Ą½¤oĘ©½@Ą├╚ńCMPĪóEEMĄ─╝ė╣żŠ½Č╚ĪŻ╠Į╦„─▄╝µŅÖą¦┬╩┼cŠ½Č╚Ą─╝ė╣żĘĮĘ©Ż¼│╔×ķ│¼Š½├▄╝ė╣żŅIė“蹊┐╚╦åTĄ──┐ś╦ĪŻ░ļ╣╠ų°─ź┴Ż╝ė╣żĘĮĘ©Ą─│÷¼F╝┤¾w¼F┴╦▀@ę╗┌ģä▌ĪŻ┴Ēę╗ĘĮ├µ▒Ē¼F×ķļŖĮŌ┤┼┴”čą─źĪó┤┼┴„ūā─ź┴Ž┴„╝ė╣żĄ╚Å═║Ž╝ė╣żĘĮĘ©Ą─šQ╔·ĪŻ 2Īó╣ż╦ćš¹║Ž╗»ĪŻ «öĮ±Ų¾śIķgĄ─ĖéĀÄ┌ģė┌░ū¤ß╗»Ż¼Ė▀╔·«aą¦┬╩įĮüĒįĮ│╔×ķŲ¾śI┘ćęį╔·┤µĄ─Śl╝■ĪŻį┌▀@śėĄ─▒│Š░Ž┬Ż¼│÷¼F┴╦Ī░ęį─ź┤·čąĪ▒╔§ų┴Ī░ęį─ź┤·ÆüĪ▒Ą─║¶┬ĢĪŻ┴Ēę╗ĘĮ├µŻ¼╩╣ė├ę╗┼_įOéõ═Ļ│╔ČÓĘN╝ė╣ż(╚ń▄掄ĪóŃ@Ž„ĪóŃŖŽ„Īó─źŽ„Īó╣Ōš¹)Ą─┌ģä▌įĮüĒįĮ├„’@ĪŻ 3Īó┤¾ą═╗»Īó╬óą═╗»ĪŻ ×ķ╝ė╣ż║Į┐šĪó║Į╠ņĪóėŅ║ĮĄ╚ŅIė“ąĶꬥ─┤¾ą═╣ŌļŖūėŲ„╝■(╚ń┤¾ą═╠ņ¾w═¹▀hńR╔ŽĄ─Ę┤╔õńR)Ż¼ąĶę¬Į©┴ó┤¾ą═│¼Š½├▄╝ė╣żįOéõĪŻ×ķ╝ė╣ż╬óą═ļŖūėÖCąĄĪó╣ŌļŖą┼ŽóĄ╚ŅIė“ąĶꬥ─╬óą═Ų„╝■(╚ń╬óą═é„ĖąŲ„Īó╬óą═“īäėį¬╝■Ą╚)Ż¼ąĶę¬╬óą═│¼Š½├▄╝ė╣żįOéõ(Ą½▀@▓ó▓╗╩Ūšf╝ė╣ż╬óąĪą═╣ż╝■ę╗Č©ąĶę¬╬óąĪą═╝ė╣żįOéõ)ĪŻ │¼Š½├▄╝ė╣ż╝╝ągš²ėŁüĒę╗éĆĘ▒śsĄ─Ģr┤·ĪŻ│¼Š½├▄ŪąŽ„Īó│¼Š½├▄─źŽ„Īó│¼Š½├▄čą─ź┼cÆü╣Ō╝╝ągęč╚ĪĄ├ķLūŃĄ─▀Mš╣Ż¼╝ė╣ż║¾╣ż╝■▒Ē├µŠ½Č╚┐╔▀_╝{├ū╝ē╗“üå╝{├ū╝ēŻ¼▓óŪę╝ė╣żĘĮĘ©─┐┌ģČÓśė╗»ĪŻį┌┴„┴┐ėŗé„ĖąŲ„Ą─╔·«aųŲįņųąŻ¼×ķ┴╦▀_ĄĮ«aŲĘĄ─Ė▀Š½Č╚£y┴┐Ż¼Š½├▄╝ė╣ż╝╝ąg▒ŻūC┴╦«aŲĘĄ─╝ė╣żŠ½Č╚ĪŻ |
|
|
24ąĪĢrū╔įā¤ßŠĆŻ║
13912673987
13912673987